








- Ултразвуков клаксон
- Ултразвукова машина за заваряване на пластмаси
- Ултразвукова машина за заваряване на метал
- Ултразвукова шевна машина
- Ултразвуково устройство за рязане
- Ултразвуков хомогенизатор
- Ултразвуковият генератор
- Ултразвуков преобразувател
- Ултразвуково точково заваряване, ръчно заваряване
- Ултразвукова машина за запечатване на маркучи
- Ултразвукова машина за въртене на плоча
- Машина за изпускане на вода
- Фланец









01




Как да се проектират ултразвукови заваръчни форми (заваръчни глави)
Ключови детайли на дизайна
Ултразвуковата заваръчна форма (заваръчна глава) е ядрото на енергийния трансфер. Нейният дизайн се основава на три основни измерения: акустично съвпадение, структурна адаптация и обработка на материала. Тези фактори пряко определят качеството на заваряване и стабилността на оборудването. Ключовите моменти са следните:
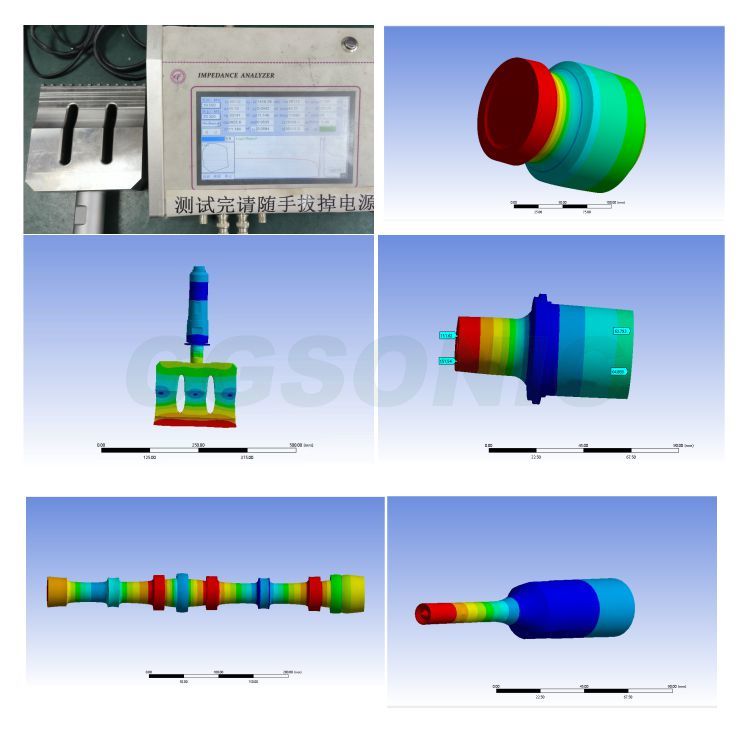
I. Съвпадение на акустичните характеристики (основно предварително условие)
Заваръчната глава трябва да действа като резонатор и да бъде прецизно съобразена с честотата на оборудването, за да се избегнат загуби на енергия и повреда на оборудването. Режимите на вибрации се оптимизират чрез акустична симулация, за да се осигури равномерно разпределение на амплитудата и да се елиминира концентрацията на напрежение. Амплитудата се задава рационално според твърдостта на заваръчния материал, като същевременно се контролира коефициентът на усилване на амплитудата, за да се балансира ефективността на заваряване и живота на матрицата.
II. Заваръчна повърхност и цялостен структурен дизайн
Дизайнът на заваръчната повърхност трябва да балансира концентрацията на енергия и защитата на продукта: трябва да се добавят енергийно насочващи модели, за да се фокусира енергията и да се ускори заваряването; трябва да се използват позициониращи и защитени конструкции, за да се предотврати изместване или обратно поставяне на продукта. Зоните, които не се заваряват, трябва да бъдат почистени, с... скосени или заоблени ръбове, за да се предотврати повреда на продукта и напукване на матрицата. Цялостният дизайн трябва да балансира лекотата и твърдостта; некритичните зони могат да бъдат издълбани, а матриците с дълга дръжка трябва да имат подсилващи ребра, за да се предотврати деформация.
III. Избор и обработка на материали
Материалите трябва да балансират акустичните характеристики, здравината и износоустойчивостта: титановите сплави са подходящи за високопрецизни приложения с голям обем; алуминиевите сплави предлагат висока рентабилност и са подходящи за производство на малки до средни обеми; инструменталната стомана се използва за заваряване на твърди материали и такива, съдържащи стъклени влакна. Подходящи термични обработки или повърхностни обработки се прилагат въз основа на свойствата на материала, за да се подобри износоустойчивостта и експлоатационният живот на матрицата.
IV. Ключови моменти за свързване и проверка
Свързващата повърхност с амплитуден трансформатор трябва да пасва прецизно, за да се осигури концентричност и ефективност на преноса на енергия. След завършване на проектирането се провеждат симулация, пробни заваръчни тестове и експлоатационни тестове, за да се провери дали качеството на заварката и стабилността на матрицата отговарят на стандартите. Може да се използва модулен дизайн, за да се подобри адаптивността на продукта и да се намалят разходите.